全国咨询热线:
152-6196-0158射阳星宇探伤设备有限公司
联系人:鲁钝(先生)
手机:15261960158
15358299396
地址:江苏省盐城市射阳县合德正塘五组99号
一、概述
1.用途
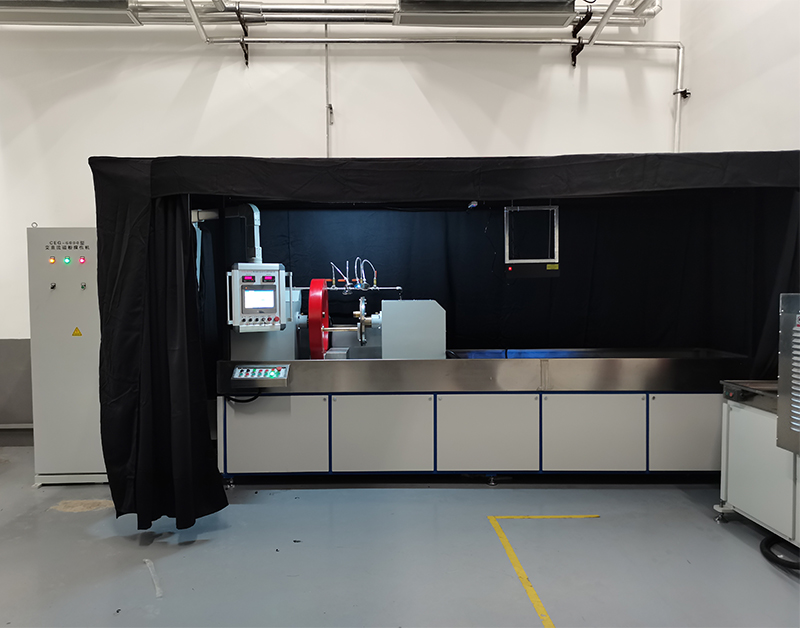
该机为固定式、分立型微机控制湿法磁粉探伤设备。由6000三相全波直流探伤-超低频退磁机和6000交流磁探伤机两大部分组合而成。该设备为微机控制半自动磁粉探伤设备,它以威纶大屏幕彩色触摸屏智能人机界面(MT8102IP)和可编程序控制器(PLC)(西门子S7-200SMART SR60)为核心。彩色触摸屏智能人机界面对设备的交直流磁化、交直流退磁、磁化电流自动跟踪调节、电流检测显示、退磁频率控制及显示、磁化时间及显示、过电流自动保护及输入、输出接口等进行实时控制。所有功能参数的调整可在触摸屏上进行,各功能的控制及显示全部由触摸屏承担,可对每一个工作过程实时显示一目了然。彩色触摸屏显示出友好界面,使操作人员对该设备的操作更加轻松方便,操作者对设备的各项功能更容易理解,使得操作设备实现智能化。可编程序控制器(PLC)对系统的夹紧、工件旋转、移动线圈、喷洒磁悬液、磁化、退磁、松开等机械程序动作进行控制,能按规定程序完成除上料、观察以外的全部探伤过程,既可自动操作,又可手动单步操作。大大减轻了操作人员的劳动强度。
根据磁化退磁原理设计, 依照磁粉探伤机《GB3721-83》标准,机械工业部行业磁粉探伤机《JB/T8290-2011》标准,满足ASTMN E1444-01,ASTM E709,空客AITM6-2001等标准。满足GJB2028A-2019《磁粉检测》和GB/T15822.3《无损检测.磁粉检测.第三部分.设备》
本机适用于机械、汽车、航空、内燃机、铁道等行业铁磁性材料制成的零件表面及近表面无损检验和对大型零件的退磁。能发现零件表面及近表面因铸造、锻压、焊接、拉伸、淬火、研磨、疲劳而产生的裂痕以及夹渣等极细微的缺陷。
2.工作原理
三相全波直流磁化电源用三相变压器将三相交流电源转换成低电压大电流方式,再与十二只大电流可控硅组成整流、调压及极性变换电路。对工件进行直流磁化和超低频退磁.交流磁化电源主电路采用可控硅无节调压电路,低电压、大电流输出。周向采用外加法、纵向采用线圈法对工件进行分段复合磁化,可分别使用周DC纵AC或周AC纵DC。从而一次探伤可检查工件表面和近表面因锻压、淬火、研磨、疲劳而引起的裂痕及夹渣等细微的缺陷。也可对工件分别进行单路和复合磁化,磁化电流分别可调,具有噪音小、性能可靠的优点,交流带有断电相位控制功能、直流带有快速断电功能,同时PLC工作程序还可根椐探伤需要自行改变。该机以小型工业可编程序控制器(PLC)和人机界面(PT)为核心,磁化和退磁进行控制。
控制电路采用集成触发电路与PLC控制技术,用PLC控制改变可控硅导通角来调整主电路输出电流的大小,直流磁化电流均连续可调。本机的直流电源和交流电源输出电压均为低于36V的隔离电压。
二、主要技术参数:
2.1:磁化方式:
1.周向夹持通电,中心导体法
2.纵向:线圈法
2.2周向磁化电流:
FWDC 0-6000A(平均值),连续可调,电流可预选,数字显示,带快速断电功能
AC 0-6000A(有效值),连续可调,电流可预选,数字显示,带断电相位功能。
2.3纵向磁化电流:
FWDC 0-4000A(平均值),连续可调,电流可预选,数字显示,带快速断电功能。
AC 0-4000A(有效值),连续可调,电流可预选,数字显示,带断电相位功能。
2.4磁化线圈:线圈内径500mm 壹只,匝数4匝
2.7磁化时间:触摸屏设定时间0.1-5秒可调
2.8探伤灵敏度:交流A型2号30/100试片显示清晰;直流满足直流试块磁化标准要求
2.9退磁效果:退磁后的最大剩磁 ≤0.3mT(标准试棒);
2.10退磁方式:交流采用衰减式退磁,直流采用变换极性的超低频衰减式退磁方式。
2.11退磁频率:退磁频率可调0.4-3Hz
2.12磁化电流切换方式:气动刀开关切换,面板指示灯指示;
2.13磁化原理:周向直接通电法、纵向线圈感应法
2.14暂载率:20%。
2.15夹紧行程:气缸50mm;
2.16夹紧方式:气动夹紧,气压0.4-0.8Mpa可调,(气源用户自备)
2.17磁化电流控制精度:预置电流值和工作电流显示值误差≤±8%;工作电流显示值和实际电流值的误差应≤±8%或≤±40A,取大值为准,符合ASTME1444要求。
三.结构形式
(1)直流电源部分
直流控制柜前后侧各有两扇对开门,门上各有一手把锁,转动手把锁中部按钮即可开、关门。平时应将门关上,必要时或检修时可将门打开。
直流磁化电源控制柜为直立柜式结构,下部为直流主变压器和电抗器及连接铜排;上部后侧为十二整流可控硅,其前侧为夹持装置控制部分和可控硅触发及超低频退磁控制电路安装板,正面面板为总电源控制开关按钮、电源指示和人机界面(简称PT)。三相交流电源由主机输入柜内主变压器,经变压器降压隔离,再由十二只可控硅全波整流,输出三相全波整流直流磁化电源至磁化电路
1.1、CDG-6000型三相全波直流探伤-超低频退磁机(直流电源柜),是我公司技术人员总结了前几代该类型探伤机经验的基础上设计的第四代新型三相全波直流磁粉探伤设备,其性能更趋稳定可靠。主电路采用大电流可控硅和三相大功率隔离降压变压器组成的六相双反星形全波整流电路,电流平滑性好,谐波份量小,它能检测出工件表面以下较深的缺陷,并且工件表面也具有较高显示灵敏度,磁化电流连续可调;
1.2、该机控制电路采用单片机和集成时序逻辑电路控制,具有三相全波直流磁化和自动衰减式超低频退磁功能,退磁电流连续可调,退磁方便稳定,效果好;
1.3、磁化和退磁一机两用,符合同种方法磁化和退磁的要求;
1.4、直流磁化电流和退磁电流均可预选,并用数字式电流表显示;
1.5、具有磁化电流自动调节功能,跟踪性能好,当负载电阻在一定范围内变化时,输出电流值基本保持不变;
1.6、该机具有快速断电特性,保证了纵向磁化时工件端头磁痕的显示灵敏度;
(2)夹持装置部分
1、用途
CEG-6000型荧光磁粉探伤机夹持装置为通用型磁粉探伤机夹持装置。具有周向通电磁化和纵向线圈磁化功能。可配用AC/DC 10000A电源,适用于对中小型铁磁性机械零件的周向通电法磁粉探伤作业和纵向线圈法磁粉探伤作业, 可以选用连续法或剩磁法对工件进行探伤操作。
2、结构简介
设备上并配有新型LED高亮度紫外灯,实现对工件荧光磁粉探伤。紫外灯采用悬挂式结构,另配手持紫外灯壹台。
2.1、夹持装置:
主要包括固定电极箱、移动电极箱、气动夹紧系统、交流磁化主变压器、磁化线圈、磁悬液喷洒及回收系统、周纵向磁化电流切换系统、电气控制系统、脚踏开关、交流控制面板等。
(1)固定电极箱由固定在机架上的加固箱体、大缸径夹紧气缸、电极轴及周向磁化防烧伤系统等相关的机构组成。
(2)移动电极箱由放在特制的铸钢导轨上的加固移动箱体、大缸径夹紧气缸、电极轴及周向磁化防烧伤系统等相关的机构组成。箱体的移动则由固定在箱体上的驱动电机、防逆向旋转的大功率涡轮蜗杆减速机与固定在导轨上的两排齿条及相关的部件相互作用来实现的。导轨为特制高承载导轨,并经过精密加工。箱体的底部与导轨的接触面镶有合金铜板,以减小摩擦阻力,为防止杂质进入箱底摩擦面,箱体两侧设有弹性隔杂装置,箱体的行走速度约为30mm/s。
(3)工件旋转机构由电机带动电极轴旋转、旋转速度由变频器调速,一般频率调整在20Hz到30Hz。
(4)本机的磁化线圈分为一只,放置在两电极之间,以适应工件的纵向磁化,线圈可分别移入两电极轴内,便于工件的上下料。线圈的移动全部由电机驱动。电极板夹紧部位采用铜绳绕制,能使电极平面和工件端面自动良好贴合。
(5)工件的夹紧采用气缸驱动,夹紧速度均匀平稳,夹紧力的大小可通过控制气源压力来进行方便的调节,以适应不同直径工件对夹紧力的要求。
(6)夹持装置中设有磁悬液喷洒及回收系统。由搅拌和喷液泵,耐油橡胶软管及喷头等组成。集液槽和储液箱是根据液体流动原理而设计,不使磁悬液滞留在设备表面。并采用奥氏体不锈钢制成,解决了采用Q235材料存在的磁粉吸附和生锈的问题,同时整体结构趋于合理美观;储液箱为独立整体,容积为40升,上盖上装有目前市场上最可靠的专业搅拌抽液泵,保证了磁悬液搅拌均匀,无沉淀堵塞现象,并配有过滤网和排液口;喷洒装置采用手动喷洒和自动喷洒方式,喷液的流量大小可调节。
(7)设备的各动作,如:线圈移动、夹紧、喷液、磁化、线圈移动、工件旋转等均可用手动控制,也可由PLC按照探伤工艺要求进行单周期自动控制;周纵向交直流磁化电流的转换可采用手动控制。
(8)交、直流磁化电源的主电路均采用可控硅无级调压电路,以低电压、大电流方式输出。通过大电流电动转换开关的切换,就可分别对工件进行周向交流、纵向直流磁化或周向直流、纵向交流磁化以及周纵向交直流复合磁化。交流磁化具有断电相位控制功能。
3、工艺流程
该设备的工艺流程为,人工将工件放在工件架上,夹紧、移动线圈、工件旋转、喷洒、磁化、观察、退磁、松开、下料。
其工艺流程图如下:
人工上料——夹紧一—移动线圈一—工件旋转一—喷洒——磁化——观察一—退磁——松开——下料。